
What is TPM (Total Productive Maintenance)? 5 Steps to Implement TPM in Manufacturing
A key component of Lean Management/Manufacturing, total productive maintenance embraces a comprehensive strategy for optimizing facility maintenance with the primary goal of eliminating resource waste, employee accidents, product defects, and unplanned downtime. These objectives are achieved through preventive maintenance, continuous training, and effective collaboration between production and maintenance personnel.
With equipment effectiveness at its core, total productive maintenance empowers equipment operators with skills training, proactive maintenance programs, and productivity benchmark assessments, so that they can fully take charge of the maintenance of assets assigned to them. Higher levels of workforce autonomy decrease over-dependence on breakdown/reactive maintenance. Total productive maintenance (TPM) is the process of maximizing equipment effectiveness through the active involvement of all supporting departments, meaning that everyone in a facility should participate in maintenance.

History of Total Productive Maintenance
Seiichi Nakajima of Japan developed the TPM system. The Emperor honored him with an award recognizing his “dedication to improving the manufacturing industry.”
Nakajima based the system on his experience with maintenance best practices in Japan during the 1950s and ’60s. He came to understand that having a leadership mindset that engaged front-line teams in the general improvement processes was essential for effective operation.
Connection Between TPM and OEE
TPM aims for 100% OEE, representing flawless production with no part defects, no downtime, and maximum production speed. OEE (Overall Equipment Effectiveness) is a metric that identifies the percentage of planned production time that is truly productive. It was developed to support TPM initiatives by accurately tracking progress towards achieving “perfect production”.
OEE consists of three underlying components, each of which maps to one of the TPM goals set out at the beginning of this topic, and each of which takes into account a different type of productivity loss.
| Component | TPM Goal | Type of Productivity Loss |
|---|---|---|
| Availability | No Stops | Availability takes into account Availability Loss, which includes all events that stop planned production for an appreciable length of time (typically several minutes or longer). Examples include Unplanned Stops (such as breakdowns and other down events) and Planned Stops (such as changeovers). |
| Performance | No Small Stops or Slow Running | Performance takes into account Performance Loss, which includes all factors that cause production to operate at less than the maximum possible speed when running. Examples include both Slow Cycles, and Small Stops. |
| Quality | No Defects | Quality takes into account Quality Loss, which factors out manufactured pieces that do not meet quality standards, including pieces that require rework. Examples include Production Rejects and Reduced Yield on startup. |
For a complete discussion of OEE, including information on how to calculate Availability, Performance, Quality, and OEE visit our dedicated page: What is OEE? 2 Ways to Calculate OEE in Manufacturing
Key Principles of TPM
The 5S Foundation
The goal of 5S is to create a work environment that is clean and well-organized. It consists of five elements:
- Sort: The first principle of 5S Foundation is Sort. This involves going through all items in the workplace and determining which are necessary for current operations and which are not. Unnecessary items should be removed from the workplace to reduce clutter and improve efficiency.
- Straighten: The second principle of 5S Foundation is Set in Order. This involves organizing necessary items in a way that makes them easily accessible and easy to find. This can be achieved by creating a designated place for each item and labeling it clearly.
- Shine: The third principle of 5S Foundation is Shine. This involves keeping the workplace clean and well-maintained to prevent accidents and improve efficiency. Regular cleaning and maintenance should be performed to keep the workplace in top condition.
- Standardize: The fourth principle of 5S Foundation is Standardize. This involves developing standard procedures for performing tasks in the workplace to ensure consistency and improve efficiency. Standard procedures should be clearly documented and communicated to all employees.
- Sustain: The fifth and final principle of 5S Foundation is Sustain. This involves maintaining the improvements made through the previous principles and continuously improving the workplace. This can be achieved by regularly auditing the workplace and making improvements as necessary.
It should be reasonably intuitive how 5S creates a foundation for well-running equipment. For example, in a clean and well-organized work environment, tools and parts are much easier to find, and it is much easier to spot emerging issues such as fluid leaks, material spills, metal shavings from unexpected wear, hairline cracks in mechanisms, etc.
The Eight TPM Pillars
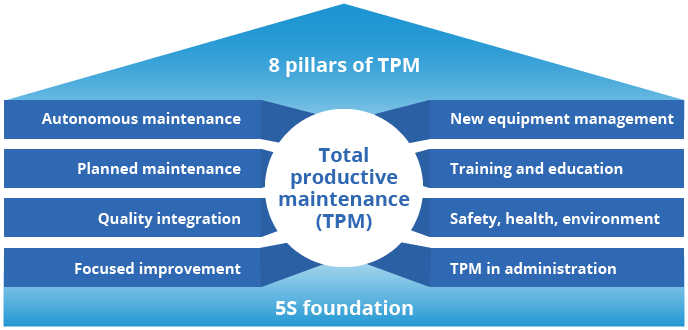
The eight pillars of TPM are mostly focused on proactive and preventative techniques for improving equipment reliability.
| Pillar | What Is It? | How Does It Help? |
|---|---|---|
| Autonomous Maintenance | Places responsibility for routine maintenance, such as cleaning, lubricating, and inspection, in the hands of operators. | Gives operators greater “ownership” of their equipment. Increases operators’ knowledge of their equipment. Ensures equipment is well-cleaned and lubricated. Identifies emergent issues before they become failures. Frees maintenance personnel for higher-level tasks. |
| Planned Maintenance | Schedules maintenance tasks based on predicted and/or measured failure rates. | Significantly reduces instances of unplanned stop time. Enables most maintenance to be planned for times when equipment is not scheduled for production. Reduces inventory through better control of wear-prone and failure-prone parts. |
| Quality Maintenance | Design error detection and prevention into production processes. Apply Root Cause Analysis to eliminate recurring sources of quality defects. | Specifically targets quality issues with improvement projects focused on removing root sources of defects. Reduces number of defects. Reduces cost by catching defects early (it is expensive and unreliable to find defects through inspection). |
| Focused Improvement | Have small groups of employees work together proactively to achieve regular, incremental improvements in equipment operation. | Recurring problems are identified and resolved by cross-functional teams. Combines the collective talents of a company to create an engine for continuous improvement. |
| Early Equipment Management | Directs practical knowledge and understanding of manufacturing equipment gained through TPM towards improving the design of new equipment. | New equipment reaches planned performance levels much faster due to fewer startup issues. Maintenance is simpler and more robust due to practical review and employee involvement prior to installation. |
| Training and Education | Fill in knowledge gaps necessary to achieve TPM goals. Applies to operators, maintenance personnel and managers. | Operators develop skills to routinely maintain equipment and identify emerging problems. Maintenance personnel learn techniques for proactive and preventative maintenance. Managers are trained on TPM principles as well as on employee coaching and development. |
| Safety, Health, Environment | Maintain a safe and healthy working environment. | Eliminates potential health and safety risks, resulting in a safer workplace. Specifically targets the goal of an accident-free workplace. |
| TPM in Administration | Apply TPM techniques to administrative functions. | Extends TPM benefits beyond the plant floor by addressing waste in administrative functions. Supports production through improved administrative operations (e.g., order processing, procurement, and scheduling). |
Benefits of Total Productive Maintenance (TPM)
By implementing and leveraging TPM principles, such as scheduling preventive maintenance tasks and involving machine operators to perform equipment maintenance activities, organizations can reap the following benefits of total productive maintenance:
- Minimal malfunctions of equipment
- Elimination of unforeseen downtime
- Enhanced performance and output
- Lower operating costs
- Cleaner and healthier work environment
- Improved workplace safety, reduced risks of accidents
- Intensified skill development
- Greater employee empowerment
- Higher collaboration and sharing of knowledge between departments and teams
- Increased satisfaction among all stakeholders
TPM Example: 5 Steps to Implement TPM In Manufacturing
Step One – Identify Pilot Area
In this step the target equipment for the pilot TPM program is selected. There are three logical ways to approach this selection.
| Which Equipment? | Pros | Cons |
|---|---|---|
| Easiest to Improve | Best opportunity for a “quick win”. More forgiving of limited TPM experience. | Less payback than improving constraint equipment. Does not “test” the TPM process as strongly as the other options. |
| Constraint/Bottleneck | Immediately increases total output. Provides fastest payback. | Working on a critical asset as a trial project is a higher risk option. May result in equipment being offline more than desired as it is improved. |
| Most Problematic | Improving this equipment will be well-supported by operators. Solving well-known problems will strengthen support for the TPM project. | Less payback than improving constraint equipment. Unsolved problems are often unsolved for a reason – it may be challenging to get good results. |
For a company with limited TPM experience and/or support (whether through internal staff or external consultants) the best choice is usually the Easiest to Improve equipment.
For a company with moderate or strong TPM experience and/or support (whether through internal staff or external consultants) the best choice is almost always the Constraint/Bottleneck equipment. The key is to minimize potential risk by building temporary stock and otherwise ensuring that unanticipated stop time can be tolerated.

Step Two – Restore Equipment to Prime Operating Condition
In this step, the equipment will be cleaned up and otherwise prepped for improved operation. Two key TPM concepts will be introduced: 5S and Autonomous Maintenance.
First, a 5S program should be initiated (including both operators and maintenance personnel).
- Take photographs that capture the initial state of the equipment and post them on the project board.
- Clear the area of debris, unused tools and components, and any other items that are not needed.
- Organize remaining tools and components onto shadow boards (boards containing outlines as visual cues). Thoroughly clean the equipment and surrounding area (including residue from any leaks or spills).
- Take photographs that capture the improved state of the equipment and post them on the project board.
- Create a simple 5S checklist for the area (creating Standardized Work for the 5S process).
- Schedule a periodic audit (first daily, then weekly) to verify that the 5S checklist is being followed. During the audit, update the checklist as needed to keep it current and relevant. Keep audits positive and motivational (treat them as a training exercise).
Next, an Autonomous Maintenance program should be initiated. Strive to build a consensus between operators and maintenance personnel on which recurring tasks can be productively performed by operators. In many cases, light training will be required to bring up the skill level of operators.
- Identify and document key inspection points (all wear parts should be included). Consider creating a map of inspection points as a visual aid.
- Replace opaque guarding with transparent guarding in cases where inspection points are obscured (where feasible and safe to do so).
- Identify and document all set points and their associated settings. Consider indicating settings directly on the equipment as a visual aid for inspection and auditing.
- Identify and document all lubrication points. Schedule lubrication to occur during changeovers or other planned stops (in other words, avoid creating new sources of unplanned stop time). Consider externalizing lubrication points that are difficult to access or that require stopping the equipment (where feasible and safe to do so).
- Train operators to bring any anomalies or emerging conditions to the attention of the line supervisor.
- Create a simple Autonomous Maintenance checklist for all inspection, set point, lubrication, and other operator-controlled maintenance tasks (creating Standardized Work for the Autonomous Maintenance process).
- Schedule a periodic audit (first daily, then weekly) to verify that the Autonomous Maintenance checklist is being followed. During the audit, update the checklist as needed to keep it current and relevant. Keep audits positive and motivational (treat them as a training exercise).
Step Three – Start Measuring OEE
In this step, a system is put into place to track OEE for the target equipment. For most equipment, the largest losses are a result of unplanned stop time. Therefore, it is strongly recommended to categorize each unplanned stop event to get a clear picture of where productive time is being lost. It is also recommended to include a category for “unallocated” stop time (i.e., stop time where the cause is unknown). Providing a category for unallocated stop time is especially important with manually tracked OEE. It improves accuracy by providing operators with a safe option when the stop time reason is not clear.
Data for OEE calculation should be gathered for a minimum of two weeks to identify recurring reasons for equipment unplanned stop time, and to identify the impact of small stops and slow cycles. Review the data during each shift to ensure that it is accurate and to verify that the true causes of unplanned stop time are being captured.
Details on OEE definition & formulas: CLICK HERE
Step Four – Address Major Losses
- Based on equipment-specific OEE and stop time data, select one major loss to address. In most cases, the major loss that is selected should be the largest source of unplanned stop time.
- Create a cross-functional team to address the problem. This team should include four to six employees (operators, maintenance personnel, and supervisors) with the best equipment knowledge and experience…and that are likely to work well together.
- Collect detailed information on symptoms of the problem, including observations, physical evidence, and photographic evidence. Consider using an Ishikawa (fishbone) diagram at the equipment to collect observations.
- Organize a structured problem solving session to: a) identify probable causes of the problem, b) evaluate probable causes against the gathered information, and c) identify the most effective fixes.
- Schedule planned stop time to implement the proposed fixes. If there is an existing change control process, be sure to utilize that process when implementing fixes.
- Restart production and determine the effectiveness of the fixes over an appropriate time period. If sufficiently effective, document any changes to procedures and move on to the next major loss. Otherwise, collect additional information and organize another structured problem solving session.
During this step, OEE data should continue to be carefully reviewed each shift to monitor the status of losses that have already been addressed, as well as to monitor overall improvements in productivity.

Step Five – Introduce Proactive Maintenance Techniques
In this step, proactive maintenance techniques are integrated into the maintenance program (thus introducing the TPM concept of Planned Maintenance).
First, identify all components that are candidates for proactive maintenance:
- Components that Wear: Identify and document all components that undergo wear (these should have been established as inspection points in Step Two). Consider replacing wear components with low-wear or no-wear versions.
- Components that Fail: Identify and document all components that are known to regularly fail.
- Stress Points: Consider utilizing thermography and/or vibration analysis to provide additional insights as to equipment stress points.
Next, establish initial proactive maintenance intervals:
- For wear components, establish the current wear level and a baseline replacement interval (in some cases replacement may be triggered early by an Autonomous Maintenance inspection as established in Step Two).
- For failure-prone components, establish a baseline (predicted) failure interval.
- Create a baseline Planned Maintenance Schedule that schedules proactive replacement of all wear and failure-prone components. Consider using “Run Time” rather than “Calendar Time” as the interval time base.
- Create a standard process for generating Work Orders based on the Planned Maintenance Schedule.
Next, create a feedback system for optimizing the maintenance intervals:
- Component Log: Create a Component Log sheet for each wear and failure-prone component. Record every instance of replacement, along with information about the component condition at the time of replacement (e.g., wear amount, “component failed”, “no observable issues”, etc.).
- Monthly Audit: Perform a monthly Planned Maintenance audit: a) verify that the Planned Maintenance Schedule is being followed, b) verify that the Component Log sheets are being maintained, and c) review all new entries in the Component Log and adjust maintenance intervals where appropriate. Keep audits positive and motivational (treat them as a training exercise).
- Maintenance Interval Adjustments: Anytime there is an unscheduled component replacement, consider adjusting the maintenance interval. If the component is not on the Planned Maintenance Schedule, consider adding it.
- Component Analysis: Consider plotting data over time from thermography and vibration analysis to expose emerging problems and issues.